

Ich habe mir den Anycubic „4Max Pro 2.0“ gekauft und nutze diesen zur Zeit mit PrusaSlicer.
Beim 4Max Pro 2 werden drei Konfigurationen für Cura auf der SD-Karte mitgliefert, ausgehend von diesen Parametern habe ich eine Konfigurationssammlung für PrusaSlicer erstellt.
Update (März 2022): Das Profil ist nun offiziell seit Version 2.4.1 in PrusaSlicer enthalten und muss nicht mehr nachgeladen werden.
Meine aktuelle Konfiguration für PrusaSlicer gibt es hier zum Download:
Zur Installation über das Menü Datei – Import – Konfigurationssamlung importieren gehen, keinesfalls die Datei irgendwo ins Programm kopieren!
Die Konfiguration hat drei Druckeinstellungs-Profile:
- Quality: 0,2 mm Schichthöhe, Benchy-Druckdauer: 1 h, 54 min
- Draft: 0,3 mm Schichthöhe, Benchy-Druckdauer: 59 min
- Factory: Entspricht so weit es geht den vorgegebenen Cura-Einstellungen, 0,2 mm Schichthöhe
Die Profile unterscheiden sich vor allem in Extrusionsbreiten und Druck-Geschwindigkeiten, die Schichthöhen sind aber nicht „verpflichtend“, man kann selbstverständlich auch geringere Schichthöhe auf dem Quality-Profil drucken.
Das Profil hat ein paar kleinere Besonderheiten:
- Die Eilgangsgeschwindigkeiten sind relativ niedrig, die Beschleunigungen in einem sichbaren Bereich. Höhere Werte führten bei mir bei größeren Bauteilen nach mehreren Stunden Druckdauer zu Layer-Shifts.
- Es wird zuerst das Druckbett vorgewärmt, dann der Extruder. Beim Vorwärmen des Extruders wird der Bauteilkühler eingeschaltet, damit soll einem Schmelzen des Bauteilkühlers etwas entgegengewirkt werden. Das Bett ist dabei etwas abgesenkt, um nicht direkt die Ecke des Druckbettes zu kühlen.
- Zum Start wird etwas Filament neben dem Druckbett extrudiert und dann eine kurze Start-Linie gezogen, diese Linie gibt es auch in anderen Prusa-Profilen. Damit wird einigermaßen sichergestellt, dass zu Beginn des Drucks auch wirklich Material aus der Düse kommt.
- Nach dem Druck wird das Druckbett ganz abgesenkt, um den Druck besser entnehmen zu können.
Versionshinweise
22.02.2021: Erste Version nur mit zwei Druckeinstellungen
Update v2 (28.02.2021): Fehler im Startcode behoben, Default zu Quality umbenannt, Factory-Profile ergänzt, Filamentprofile nach einigen Drucken etwas korrigiert (2021022814)
Update v3 (07.03.2021): gcode optimiert (u.a. mit Retract bei Startlinie, Plattform bei Druckende ganz absenken), Anycubic PLA weiß ergänzt, yourDroid-TPU-Profil verbessert (Extrusionsvolumenstrom begrenzt), PolyMide CoPa hinzugefügt (noch ungetestet)
Update v4 (10.03.2021): PolyMide CoPa verbessert (Layer-Zeit und Kühlung sind kritisch), Retract-gcode am Druckende in Filament-spez. gcode verschoben
Update v5 (17.05.2021): yourDroid TPU deutlich verändert (wesentlich langsamer), PolyFlex TPU95 hinzugefügt. gcode angepasst: Druckbett sofort heizen, nicht auf homing warten.
Update v6 (22.09.2021): Recreus Filaflex 82A TPU hinzugefügt, Start- und End-gcode verbessert, Precision-Profil entfernt
Update v7 (16.01.2022): Recreus Filaflex Pro 60A TPU hinzugefügt, Start- und End-gcode verbessert, schnellere Eilgangsgeschwindigkeit, Update auf PrusaSlicer v2.4
Druckergebnisse
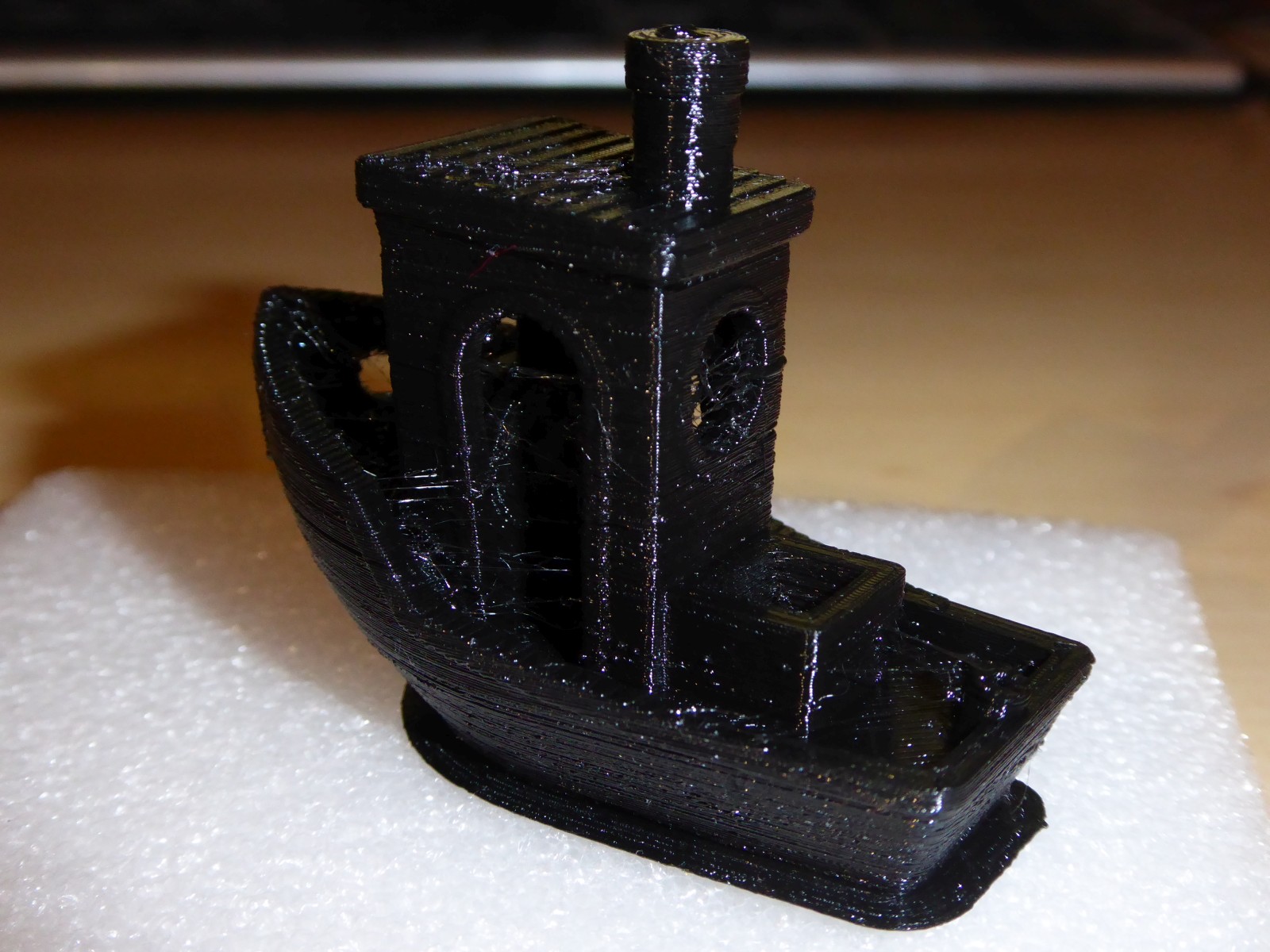
Nach ca. 25 gedruckten Schiffchen und einer Familie am Rand des Wahnsinns sind mir nun tatsächlich einige ganz passable Druckergebnisse gelungen. Ich habe den Drucker nun mit folgenden Filamenten getestet:
- Anycubic PLA Grau und Weiß
- yourDroid TPU Grün
- filatech HIPS weiß
- ABS gelb (Rebranded aus China, vermutlich „MVS“)
- PolyMide CoPa
Die Drucke wurden alle mit den Profilen in der Config-Datei gedruckt, bis auf CoPa ohne spezielle Änderungen.
Zuerst hatte ich ein Profil mit Standardparametern und einigen Werten des i3 Mega versucht, hatte dabei allerdings massive Layer-Shifts beim ersten Druck. Layer-Shifts bei größeren Modellen waren auch bei den Geschwindigkeiten und Beschleunigungen des Cura-Profils ein Problem. Auch ein Profil, welches für das Vorgängermodel 4Max Pro auf Reddit zu finden war, brachte absolut kein zufriedenstellendes Ergebnis.
Größere Bauteile hatten jedoch in 3 von 4 Versuchen Layer-Shifts. Am Drucker selbst waren keine Antriebselemente lose, die Layer-Shift-Problematik lies sich nur durch schrittweises Absenken der Geschwindigkeits- und Beschleunigungswerte in den Griff bekommen. Die geringere Eilgangsgeschwindigkeit hat glücklicherweise kaum einen Einfluss auf die Druckzeit.
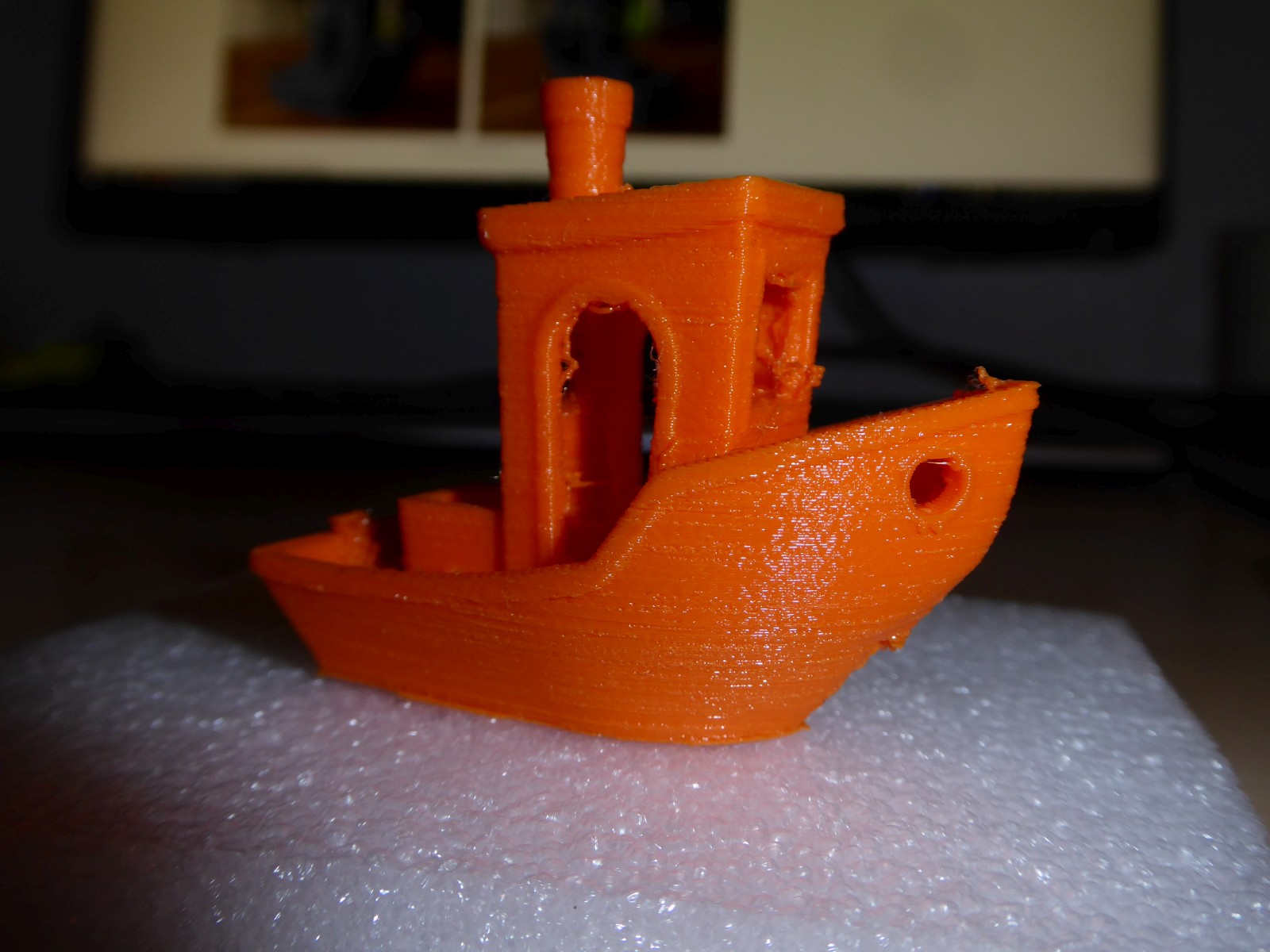
PLA
Mit dem Drucker habe ich auch zwei Rollen graues Filament von Anycubic mitgekauft. Es ist mir nicht gelungen, das Stringing in den Griff zu bekommen. Mit hohen Rückzugsgeschwindigkeit oder hohem Rückzugsweg ist das Problem nicht in den Griff zu bekommen.
Update: Mittlerweile habe ich das Benchy auch mit weißem PLA von Anycubic gedruckt, dort ist das Stringing überhaupt kein Problem, dafür tritt „Curling“ an den Rändern deutlich stärker auf. Die Filamente unterscheiden sich nicht nur in der Farbe sondern möchten unterschiedliche Temperaturen, dementsprechend gibt es nun auch beide Filamentprofile in der Config.




Die Draft-Einstellung druckt etwa doppelt so schnell, was man dem Ergebnis zwar ansieht, aber es ist eben auch doppelt so schnell.


Den Ersatz-Bauteilkühler habe ich mir, neben einigen Ausdrucken aus ABS, auch mal aus PLA mit Stützmaterial gedruckt.
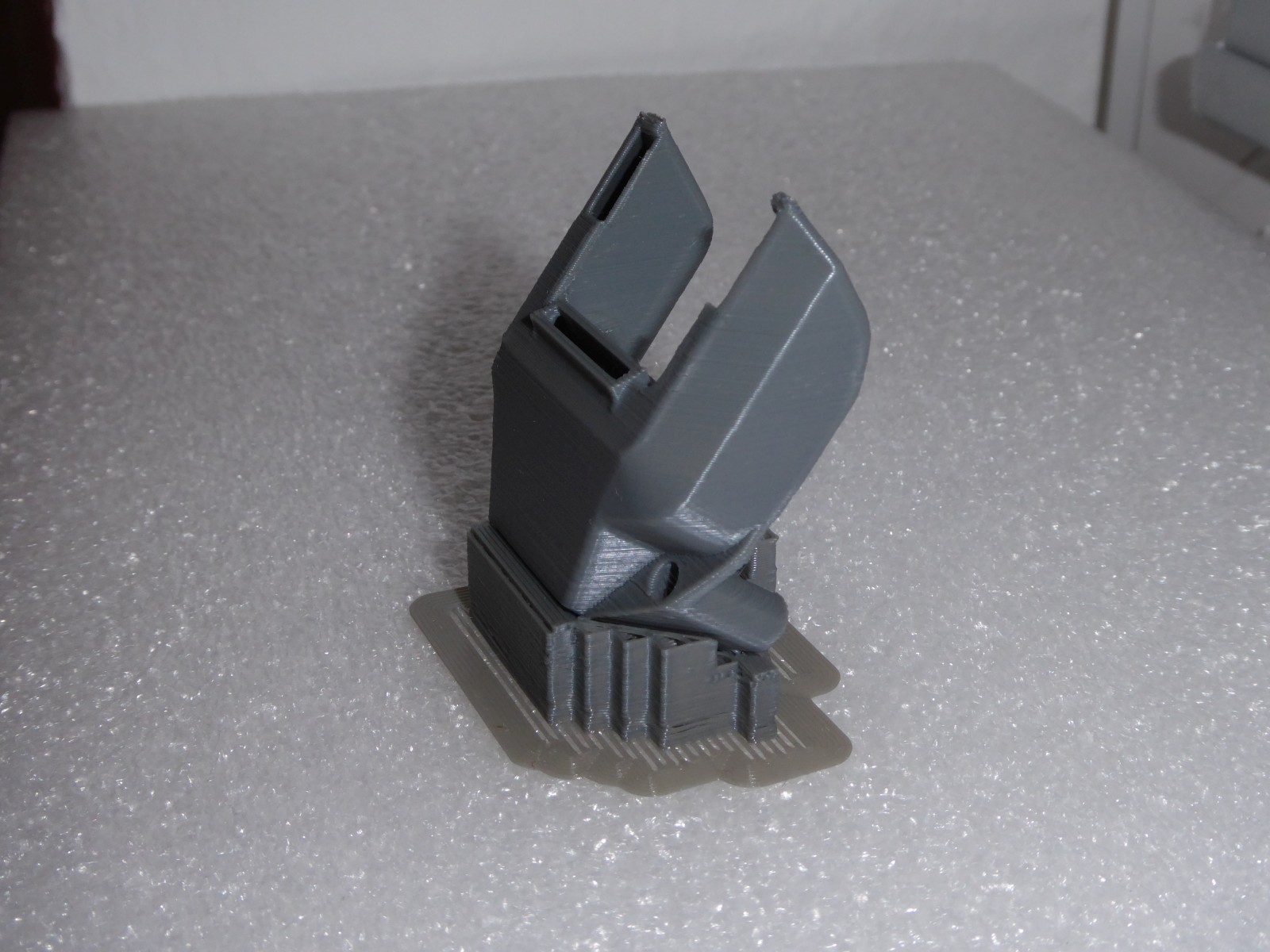
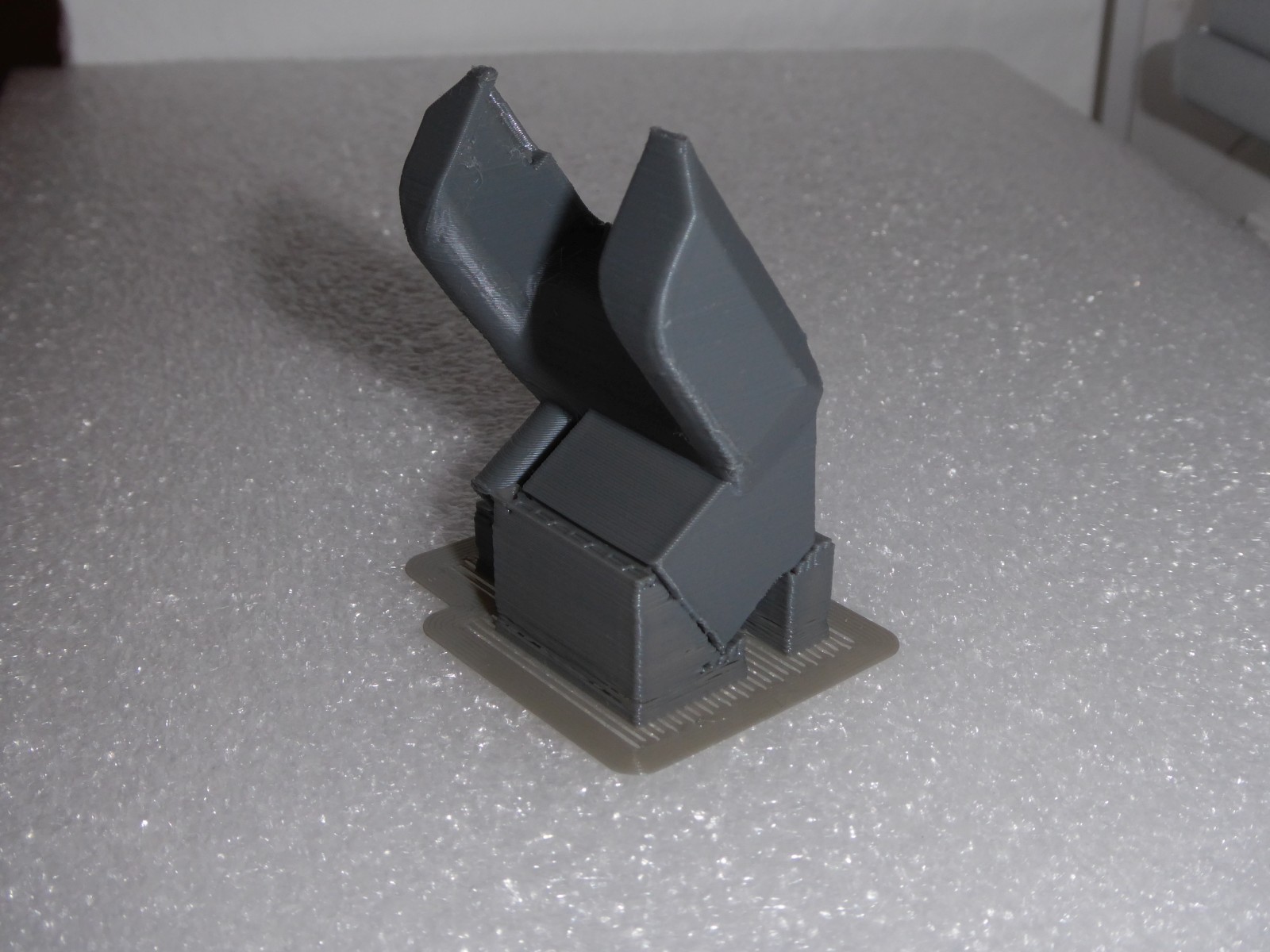
Beim Stützmaterial kommt es zu Ablösungen (egal, wie die Druckgeschwindigkeit oder Extrusionsbreite gewählt ist), sobald der Lüfter mit mehr als 80 % das Bauteil kühlt. Bei anderen, kleinen Batueilen hatte ich das Problem anfangs auch, zu schnell gedruckte und gekühlte Layer halten deutlich schlechter.
Skaliert man das Benchy um Faktor 2, dauert der Druck ca. 8 Stunden. Das Stringing tritt hier weniger auf als beim normalen Modell, es ist aber auch wesentlich einfacher zu drucken.


Letztendlich hatte ich mich vor allem auf die Qualität der Oberfläche des Bugs konzentriert und die Festigkeit der Layer. Niedrigere Temperaturen führten leider dazu, dass sich Teile der Layer wieder ablösen ließen.
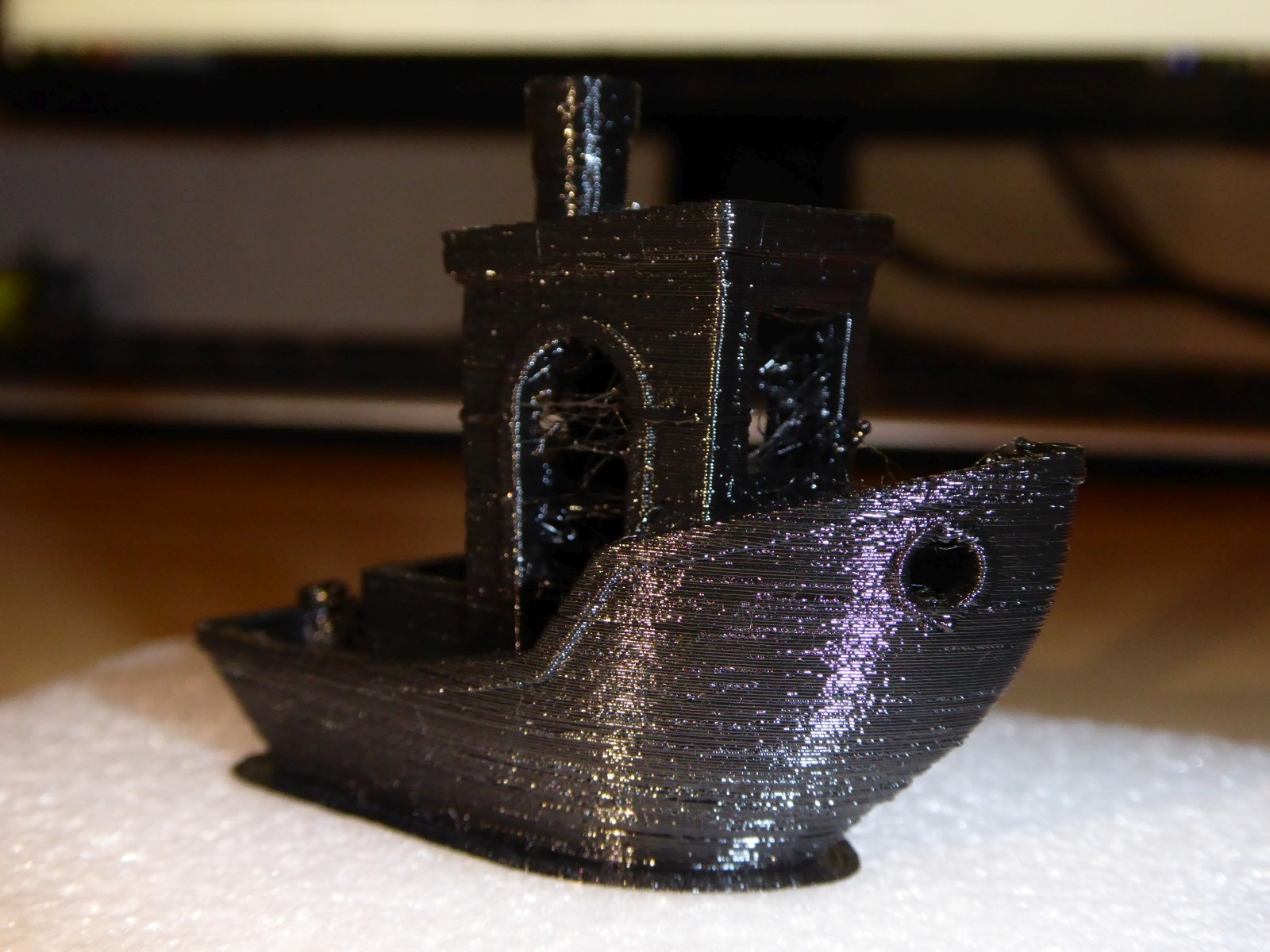
Druck mit Cura
Zum Vergleich habe ich mir das Benchy in Cura mit den mitgelieferten Einstellungen gesliced.


Das Ergebnis ist für einen Drucker dieser Preisklasse katastrophal schlecht, allerdings würde ich das graue Anycubic-PLA auch nicht noch einmal bestellen.
HIPS
HIPS habe ich nur getestet, da es als druckbares Material angegeben war. Bei zu niedrigen Temperaturen hielt das Material nicht, bei leicht höheren Temperaturen waren die Außenschichten zu weich und wölbten sich während des Druckes nach Innen.
Mit einer geringen und geregelten Bauteilkühlung lies sich dieses Problem gut in den Griff bekommen.


Es tritt noch starkes Warping am Druckbett auf, hier wird es irgendwann noch ein Update geben.
Das auf china-gadgets.de beschriebene Problem, dass die Luftdüse der Bauteilkühlung schmilzt kann ich nun bestätigen, es muss bei mir während der ersten Versuche bei HIPS aufgetreten sein.
TPU
Überraschend problemlos und direkt auf den dritten Versuch lies sich TPU drucken. Es stellte sich aber heraus, dass die Druckgeschwindigkeit extrem reduziert werden muss und sich die beiden getesteten Filamente, yourDroid TPU und PolyFlex TPU95 extrem in den Druckeinstellungen unterscheiden.


Bei zu hohen Druckgeschwindigkeiten kommen nur einzelne Tröpfchen aus der Düse, bei yourDroid TPU muss die Bauteilkühlung komplett deaktiviert bleiben. PolyFlex TPU95 ist etwas schneller druckbar, kann gekühlt werden aber warpt dennoch stark an den Ecken.
(Update 22.09.2021) Flexibleres TPU wie das Recreus Filaflex 82A lässt sich bisher nur mit extrem niedrigen Geschwindigkeiten drucken.

ABS
Bevor ein Benchy gesliced wurde, habe ich mir zwei neue Düsen für die Bauteilkühlung gedruckt, die als .gcode auf der SD-Karte beigelegt waren. Die Drucktemperatur der zweiten Düse hatte ich einfach im gcode von 245 auf 240 °C reduziert, ohne dass das Ergebnis schlechter wurde. Die Düsen lassen sich gut damit drucken und auch verwenden.
Mit diesen Temperaturen (100 °C für das Druckbett, 240 °C Extruder, keine Bauteilkühlung) lies sich das Benchy auf den ersten Versuch drucken. Leider tritt auch hier noch ein Verzug der unteren Außenkonturen während des Druckes auf.


Wegen der hohen Temperaturen und der bereits durch die Hitze verformte Düse hatte ich ABS ohne Bauteilkühlung gedruckt und die Düse abmontiert.
Die Überhänge sowie den Bug unten habe ich noch nicht im Griff, für den ersten Versuch ohne besondere Einstellungen bin ich aber einigermaßen zufrieden. Ein Druck der Luftdüse mit diesen Einstellungen war wesentlich besser, ist aber nicht so anspruchsvoll wie das Benchy.
PolyMide CoPa
Mit Abstand am meisten Frickelei war bei polymaker PolyMide CoPa nötig. Die dabei angegebenen Einstellungen (0,1 mm Layer und kein Bauteilkühler) endeten sofort im Desaster, das Benchy verformte sich beim Druck massiv.
Das folgende Benchy wurde mit dem Quality-Profil mit max. Geschwindigkeit 30 mm/s und Layer-Höhe 0,3 mm gedruckt.


Alle Drucke warpten eigentlich nie und hafteten bei unterschiedlichen Temperaturen immer gut auf dem Druckbett. Dafür gibt es massive Probleme mit „Curling“, also ein Einrollen der Kanten beim Druck mit geringem Überhang oder besonders spitzen Winkeln. Dieses Einrollen verstärkt sich bei jedem darauffolgenden Layer.
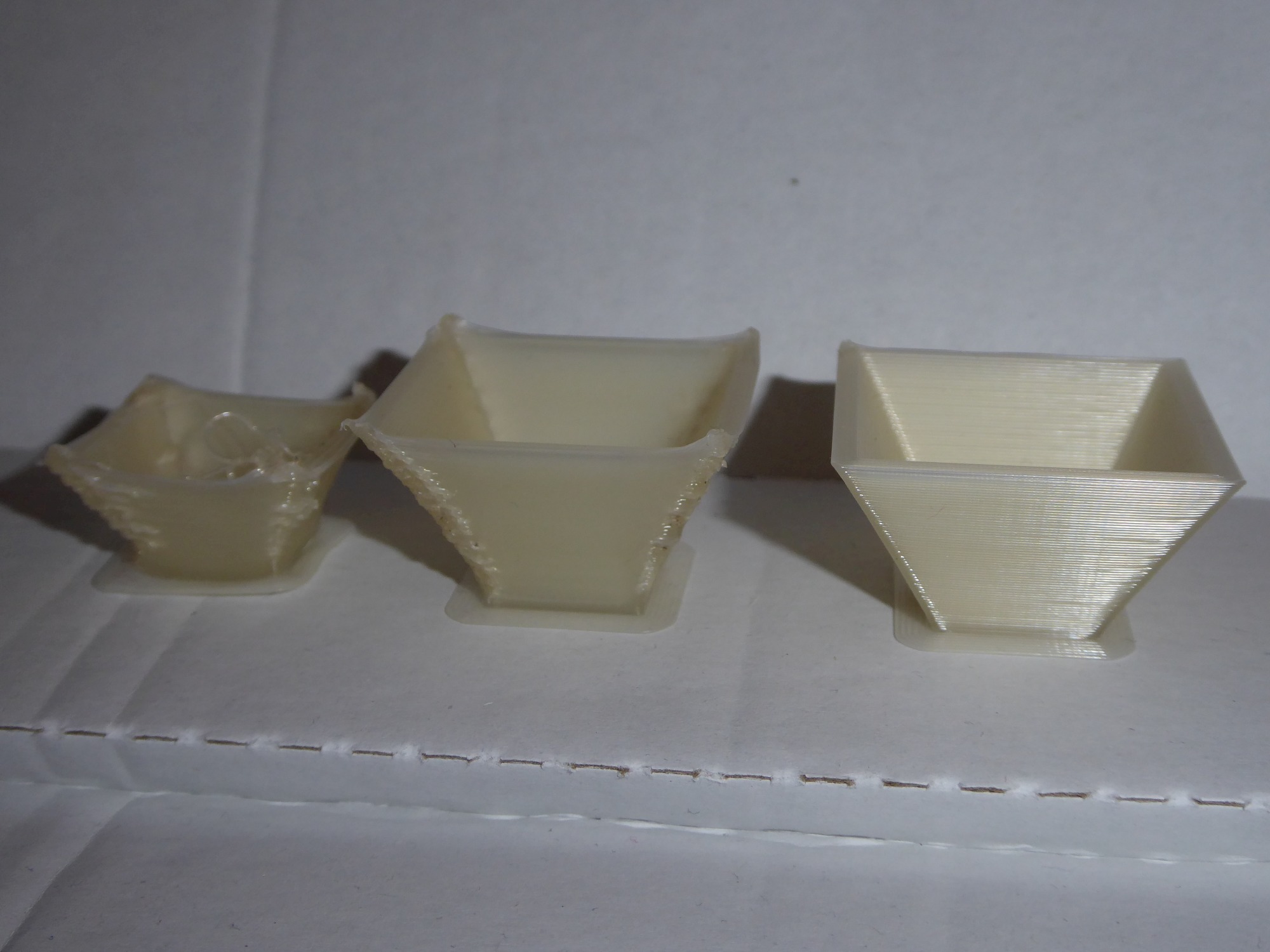
Mit 14 Testdrucken mit jeweils kleinen Parameter-Variationen habe ich mich zu einer Einstellung empor geirrt, die einigermaßen brauchbare Drucke liefert: Geringe Bauteilkühlung (maximal 25 %, sonst lösen sich die Bahnen sofort), Geschwindigkeit unterhalb von 20 mm/s, Stark begrenzte Layer-Zeiten, Mindestens 0,25 mm Layerhöhe.
Meine Meinung zum 4Max Pro 2.0
Es gibt im deutschsprachigen Raum zwei Testberichte, die man schnell zum 4Max Pro 2.0 findet, auf drucktipps3d.de und auf China Gadgets. Diese sind beide Lesenswert.
Dem Fazit von „alfrank“ von drucktipps3d kann ich mich nur anschließen, man bezahlt eben keine 3.000 € für dieses Gerät sondern hat einen voll eingehausten Drucker für unter 500 €, mit dem man auch ABS drucken kann. Man muss nur mit den Mängeln leben können.
Die von Kristian auf China Gadgets beschriebenen Probleme existieren defintiv – und sie können die Laune durchaus verderben – seine Meinung zum Drucker teile ich jedoch nicht. Die Vorteile, dass das Gerät einen Direkt-Extruder hat und ein fertiges Gehäuse, wird meiner Meinung nach hier nicht genügend beachtet. Dennoch würde ich, wenn nur PLA gedruckt werden soll, auch aus den dort genannten Gründen nicht zu diesem Gerät raten.
Lustigerweise hatte ich mit dem Anycubic-PLA wesentlich mehr Fehlschläge und Probleme als mit HIPS oder ABS. Wirklich gut funktioniert hat das Ausrichten des Druckbetts und die Haftung der ersten Schicht. Bei allen Fehlversuchen hatte ich bisher nie Probleme mit sich ablösenden Teilen oder ungleichmäßigen ersten Schichten.
Das geschlossene Gehäuse, der Direkt-Extruder sowie die Freiheit, jedes beliebige Filament verwenden zu können, waren meine Anforderungen, die letztendlich zum Kauf geführt hatten. Schwierige Materialien wie HIPS und ABS konnte ich als Anfänger sofort drucken.